










- 量の平等主義ロールは厚さに従って3.0-5.0mmから3.0 mm計画されなければならない。
- Flattenerのローラー:甲革は3つのローラー、である4つの場所である(合計は7つのローラーである)
- flattenerシャフトの直径:diameter100mmの材料は堅くなり、和らげるSAE 1045である








| 起源の場所: | 中国 |
|---|---|
| ブランド名: | Saibo |
| 証明: | CE/IS09001/SGS |
| モデル番号: | Uの母屋 |
| 最小注文数量: | 1セット |
| 価格: | negotiable |
| パッケージの詳細: | 海洋の輸送のために適した |
| 受渡し時間: | 受け取られた沈殿物の後の65仕事日 |
| 支払条件: | L/C、T/T、ウェスタン・ユニオン |
| Supply Ability: | 280 sets per year |
| ローラー材料: | Gcr15、58-62、HRCの硬度およびめっきされた表面をクロム染料で染めるため | 場所: | 9場所+1の場所の調整するため |
|---|---|---|---|
| ドライブ: | ギヤ ボックス | 鋼鉄厚さ: | 3.0-5.0mm |
| 主要なモーター力: | 55KW | 油圧モーター: | 11KW |
| 穿孔機構: | 1単位 | シャフトの直径: | 100mm |
| ハイライト: | 機械を形作る油圧Decoilerの母屋ロール,機械を形作る5.0mmの監視柵ロール,機械を形作る55KW監視柵ロール |
||
機械を形作るUの母屋ロール
主要な技術
プロフィール:
私達の機械プロフィールすべてはあなたの参照のためだけプロフィールの上で、であるカスタマイズされる。
![]()
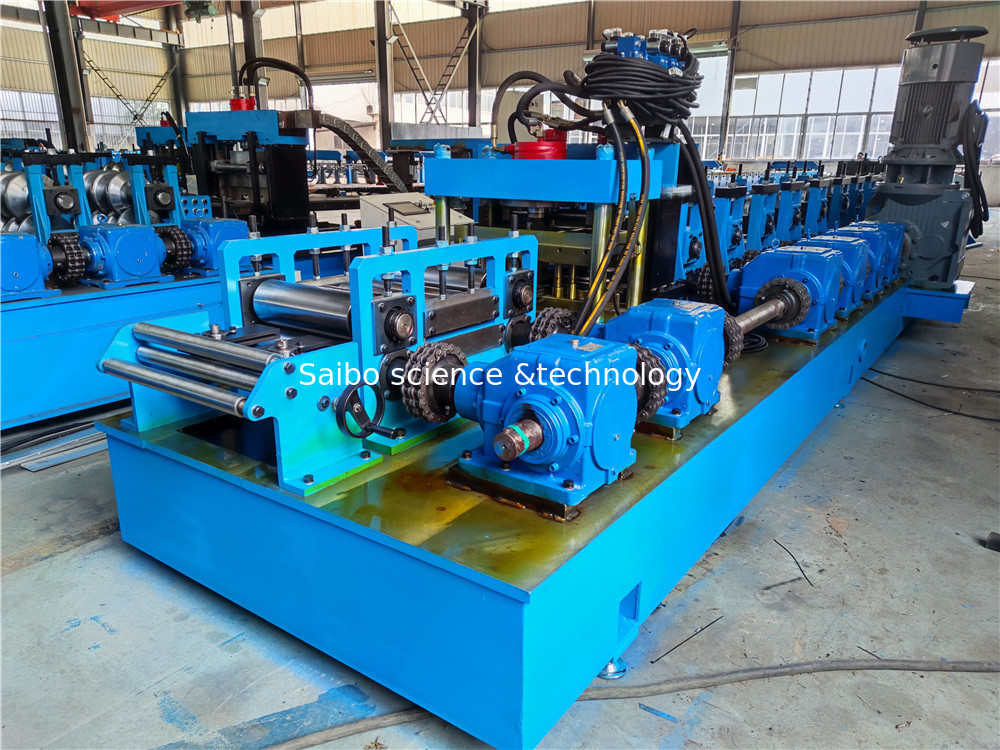
参照のための機械写真
![]()
![]()
レイアウト:
油圧decoiler水平に打ロール形作切断のテーブル
指定:
| 項目いいえ |
記述 |
提供された指定 |
| 1 | 機械を形作るロール |
Uの母屋
|
| 2 | 物質的な幅 | 最終的なプロフィールに従って |
| 3 | 転がり速度 | 15m/min |
| 4 | 転がり厚さ | 3.0-5.0 mm |
| 5 | 制御システム | ノートのリストとしてPLC (松下電器産業) |
| 6 | 国連コイラー | コイル・カーが付いている5トンの油圧非コイラー |
| 7 | 場所を水平にすること | 1つの場所(3つのローラー4以上) |
| 8 | 打つ水力 | 11kw |
| 9 | 打つこと | 1セット |
| 10 | ローラーの場所 | 9つの場所(最終的な設計を一致する) |
| 11 | ローラー材料 |
Gcr15、HRC58-62はクロムと塗った |
| 12 | シャフト材料およびDIA | ¢100mmの材料は45#炉の鋼鉄である |
| 13 | モーター力を不具にしなさい | 55kw |
| 14 | 油圧場所力 | 11kw |
| 15 | 油圧圧力 | 25-30Mpa |
| 16 | モードの切断 | 油圧切断 |
| 17 | 切断の材料 | 58-62℃を癒やすCr12 |
| 18 | 場所の構造 | ワイヤー電極の切断 |
| 19 | 許容 | 3m+-1.5mm |
| 20 | 電気源 |
380V、50HZの3段階 顧客に従って要求しなさい |
| 21 | ドライブの方法 | 変速機によって |
| 22 | 機械の色 | 黄色および青 |
| 23 | プロフィールを変える方法 | 最後の3つのローラーの場所を変えなさい1個のカセットにある |
トラック切断のテーブルの長さ:約2.5-3m


